专业激光加工、激光熔覆修复、3D打印、金属表面冷热喷涂、聚四氟乙烯喷涂
制作各种大型造纸胶辊、卷纸辊、特氟龙辊、铁氟龙辊
13772616161


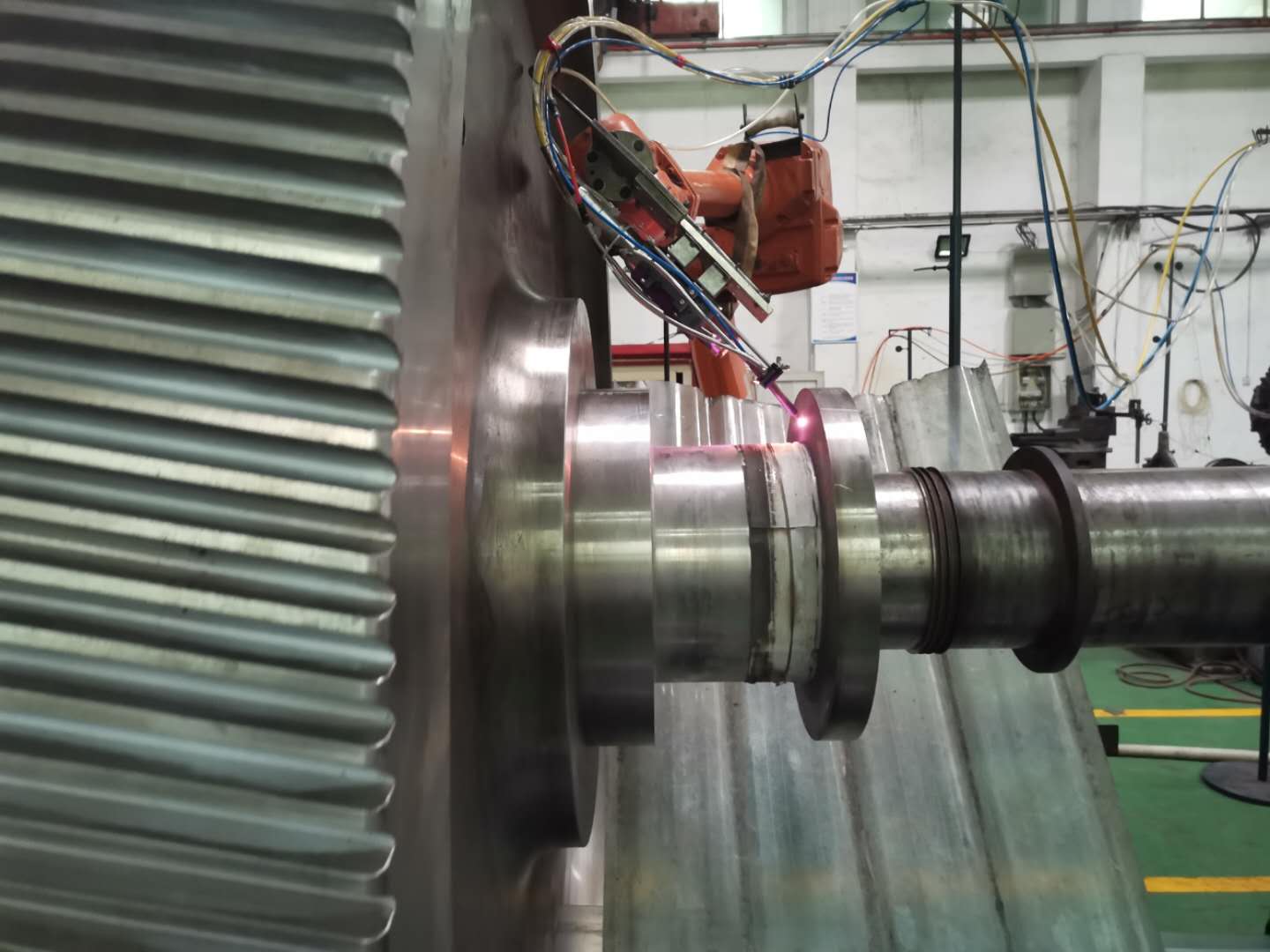
你知道激光表面淬火产生的缺陷产生原因吗?香港免费马资料最准的网站的小编带大家了解一下。
激光表面淬火后工件产生的变形与开裂的主要原因是由于淬火时形成内应力。根据淬火内应力形成的原因不同,可分热应力与组织应力两种。
工件在加热和(或)冷却时由于不同部位存在着温度差别而导致热胀和(或)冷缩不一致所引起的应力称为热应力。热应力引起工件变形特点时:使平面变为凸面,直角变钝角,长的方向变短,短的方向增长,.终趋势是使工件趋于球形。

冷热喷涂
钢中奥氏体比体积.小,奥氏体转变为其他各种组织时比体积都会增大,使钢的体积膨胀;工件淬火时各部位马氏体转变-先后不一致,因而体积膨胀不均匀。这种由于热处理过程中各部位冷速的差异使工件各部位相转变的不同时性所引起的应力,称为相变应力(组织应力)。组织应力引起工件变形的特点却与此相反:使平面变为凹面,直角变为钝角,长的方向变长,短的方向缩短,.终趋势是使尖角趋向于突出。
控制措施
工件的变形与开裂是热应力与组织应力综合的结果,但热应力与组织应力方向恰好相反,如果热处理适当,它们可部分相互抵消,使残余应力减小,但是当残余应力超过钢的屈服强度时,工件就发生变形,残余应力超过钢的抗拉强度时,工件就产生开裂。为减小变形或开裂,除了正确选择钢材和合理设计工件的结构外,在工艺上可采取下列措施:
⑴采用合理的锻造与预先热处理。
锻造可使网状、带状及不均匀的碳化物呈弥散均匀分布。淬火前应进行预备热处理(如球化退火与正火),不但可为淬火作好组织准备,而且还可消除工件在前面加工过程中产生的内应力。
⑵采用合理的淬火工艺。
胶辊包胶生产
正确确定加热温度与加热时间,可避免奥氏体晶粒粗化。对形状复杂或导热性差的高合金钢,应缓慢加热或多次预热,以减少加热中产生的热应力。工件在退火炉中安放时,要尽量保证受热均匀,防止加热时变形;选择合适的淬火冷却介质和淬火方法(如马氏体分级淬火、贝氏体等温淬火),以减少冷却中热应力和相变应力等。
⑶淬火后及时回火。
淬火内应力如不及时通过回火来消除,对某些形状复杂的或含碳量较高的工件,在等待回火期间就会发生变形与开裂。
⑷对于淬火易开裂的部分,如键槽,孔眼等用石棉堵塞。
以上就是陕西激光表面处理厂家的小编给大家分享的内容,感谢大家的浏览,欢迎大家继续关注我们的网站获取更多资讯。
 当前位置:
当前位置:

 热门推荐
热门推荐